Where to start? How about MALT
When faced with a mountain of things that all need done at once, it’s hard to choose where to start. We lumped them together, and spent what seemed like 5 min per subject….very good for me since most people say I only have a 45 second attention span. I’ll describe the nuts and bolts in order that they happen in the brewery.
We spend a huge amount of time energy, and money, sourcing and evaluating our ingredients.
Water is the biggest and arguably the most important. I’m still working on how to best use Hershey’s water, it’s a little different than we have now, but really good for brewing. When I get closer to being done I’ll talk separately about water; I have some ridiculously cool things in store for water (if you geek out on water like I do…)
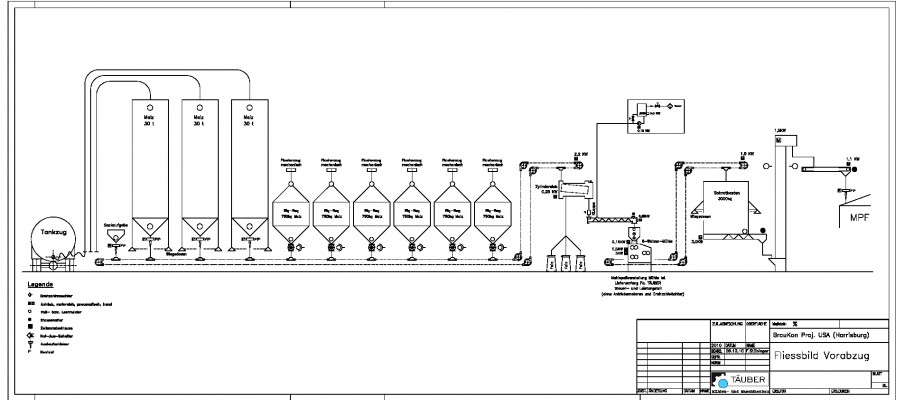
Grain is the next most used in the brewery so let’s start there. We bring in most of our malted barley from a maltster in Wisconsin and Canada with most of it grown in the Midwest and Canada. It’s sent to the maltster for malting, then we either get truckloads of bulk grain or bagged malt. For a few of our beers like Troegenator we bring in malt from Germany packed in bags and shipped in containers. We wanted to look at the best way to do this and at the same time maybe cut down on the bag trash and number of times the malt was handled. The bags are recycled now but not using them to begin with seemed to make more sense. To solve this we are installing three bulk silos, six 2000lbs super sack stations and a specialty grain hopper. This means that we can take our three most used malts and bring them in bulk trucks eliminating tens of thousands of bags used every year! (not to mention make it easier for us not having to huck bags around anymore at 55lbs each….) For malts used in small quantities we have 6 super sack stations. Super sacks are just what they sound like, big ‘super’ sacks that hold 2000lbs of grain, instead of bags that hold 50-55lbs. Having both will cut down dramatically how many times the malt is handled. Each time it’s handled grain has the potential to break down the damaging it. Not to mention the added energy and packaging needed every time it’s handled.
After receiving the grain we take in through several steps before its ready for brewing. When we develop a recipe the weight of the grain is carefully calculated and recorded to ensure consistency. All of our silos and super sack stations are on load cells for continuous monitoring of the weight. The base malt will go first, cable conveyors will gently move the grain from the silo to a malt cleaning device. This will screen out the husk we don’t want, that comes from the packing and shipping of malt, along with any dust or small rocks. Then the grain will be hydrated slightly to help keep it from crushing when it goes to the mill. The mill has three different sets of rollers with sieves after each set, along with having the capability of automatic gap control. I know probably more than you need to know, but every all grain home brewer has felt the frustration of trying to mill grain with a device that wasn’t quite perfect for the job, be it a rolling pin or a meat grinder, it works but it’s not perfect and I was always grumbling “there must be a better way”. This system will take each type of malt one at a time. Specialty malts and malted wheat are a different size than our two row pils malt, challenging for any set up. Some of the kernels will be perfectly cracked some pulverized. This mill allows us to set the gap for two row pils then change it for our munich malt, change it again for wheat malt and again for chocolate malt (you get the picture). After each set of rollers the screen will allow smaller particles to bypass the next set of rollers so they don’t get pulverized. The second set of rollers have a slightly smaller gap for the kernels that didn’t get crushed in the first set; so does the third set or rollers. This is a huge change from what we have now. We can’t send each malt through separately, automatically control roller gap, or sieve, not to mention the cleaning and hydration beforehand. Allowing us to use 20-30% less malt than now and still get the same flavor! Much less water will be needed for our mash, so much less energy to heat the mash. It’s kind of a snowball effect and in this case a good one. Not pulverizing the malt keeps less unwanted ‘flour’ from sneaking through to fermentation, giving us a more stable flavor.
Now we are ready to send Malt to the Brew House….